
产品目录
蒸汽流量计
涡街流量计
孔板流量计
压缩空气流量计
气体流量计
热式气体质量流量计
旋进旋涡流量计
金属管浮子流量计
气体罗茨流量计
电磁流量计
涡轮流量计
椭圆齿轮流量计
水流量计
液体流量计
超声波流量计
磁翻板液位计
浮子液位计
浮球液位计
玻璃管液位计
雷达液位计
超声波液位计
投入式液位计
压力变送器
差压变送器
液位变送器
温度变送器
热电偶
热电阻
双金属温度计
相关产品

联系我们

联系电话:13655235852
服务热线:0517-86801009
公司传真:0517-86801007
公司邮箱:1464856260@qq.com
公司地址:江苏省金湖县理士大道61号
对沼气计量表制造过程进行优化设计
摘要:为进一步提升选煤厂对细煤颗粒的浮选效果,减少环境污染,对原有沼气计量表制过程进行优化设计。在简要介绍浮选原理的基础上,给出优化后的沼气计量表制造工程系统设计,并重点对加药量控制、给矿浓度控制以及给矿量控制进行重点设计与分析。优化后的沼气计量表制造方案在原选煤厂进行工业试验,应用结果表明,优化方案的浮选指标(药剂消耗、抽出率、灰分)均有明显提升,系统运行稳定可靠,*大地降低了工人的劳动强度,具有较好的经济价值,值得推广。
引言
国内选煤厂设备大型化以及采煤机械化的不断发展,使得细粒煤粉不断增多。粉煤的粒度越细,给选煤工作带来的难度也 就 越 大,对选煤方法也就提出更高的要求。浮选法主要用于细颗粒煤泥的分选,根据矿物原料表面性质的差异,调节加药量、给矿量、给矿浓度等参数,将细颗粒矿物矿浆分离成满足控制要求的精矿和尾矿,实现矿物分 选。传统选煤厂的浮选工作停留在人工手动操作阶段,工人依据经验,对浮选过程进行观察和操作,并达到一个满意的浮选效 果。国内外对矿物浮选的研究较多,如国外对浮选柱的研究起源于1915年,到20世纪80年代各种新型浮选柱层出不穷,并在浮选药剂、空气发生器等方面有较大改善和发展。国内对浮选柱的研究于20世纪50年代开始,并研制出自己的浮选柱,高度越来越低、充气方式逐步完善、矿化方式多样化。浮选过程具有滞后性和惯性,且是一个时变系统,控制过程中需要协调的变量较多,单纯依靠人工经验无法达到浮选指标。为进一步提高细煤颗粒的分选效果,减少环境污染,必须对现有的沼气计量表制造进行优化设计。
1浮选原理简介
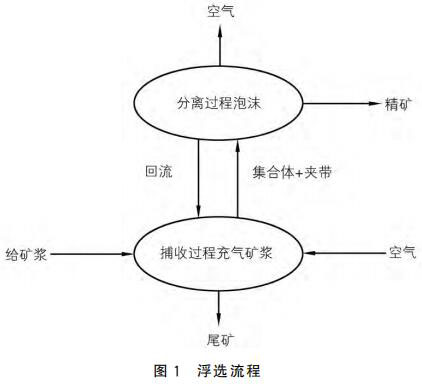
浮选是依据矿物原料表面的化学性质,向待浮选的矿浆中加入浮选药剂和空气,使其与矿浆充分融合,并根据各矿物原料的黏附程度的不同,分选出不同的矿物。浮选过程一般分为矿浆碰撞、黏附、上浮以及精煤溢出四个阶段。矿物原料在浮选药剂的作用下,与 空气发生器产生的小气泡发生充分碰撞,进行矿物捕集。利用矿物间的疏水特性,矿物粘附于气泡表面,气泡不断上浮,形成精矿泡沫层,精矿溢出浮选柱;由于尾矿的亲水特性,尾矿沉入底部并排出。浮选流程如图1所示。
2系统设计
沼气计量表制造过程系统设计如图2所示,由上位机、 PLC控制器以及外部元器件组成。上位机用于显示沼气计量表制造过程状态参数、系统参数以及故障信息的显示;PLC控制器是该系统的核心,以通信方式将浮选过程各数据信息传送给上位机,与系统外接的各传感器、流量计、泵以模拟量输入/输出扩展模式进行数据采集。
外部元器件中的用于模拟量输入信号采集的压力传感器测量泡沫层液位高度,泡沫层厚定义为液位低,泡沫层薄定义为液位高;科氏质量流量计用于检测矿浆的浓度,其原理是根据科里奥利效应,即矿浆流经管子时会产生科里奥利力使其发生形变,根据矿浆质量流量和密度可得到矿浆浓度。为弥补科氏质量流量计安装的不足,增加超声波流量计和电磁流量计共同检测矿浆浓度。用于模拟量输出信号采集的外部元器件有变频泵、离心式渣浆泵以及隔膜计量泵,分别用于尾矿控制、给矿控制以及给药控制。
3自动控制过程分析
3.1 加药量控制
加药量控制过程是一个随机动态过程,给定药剂加药量与矿浆流量以及矿浆浓度的关系如下:
G =K·Q·q(A -B·q) (1)
式中:G为原给定药剂加药量,kg/t;Q为矿浆流量, m3/h;q为矿浆浓 度,g/L;K为吨 煤 油 耗 量,kg/t,A 与 B 为经验系数。
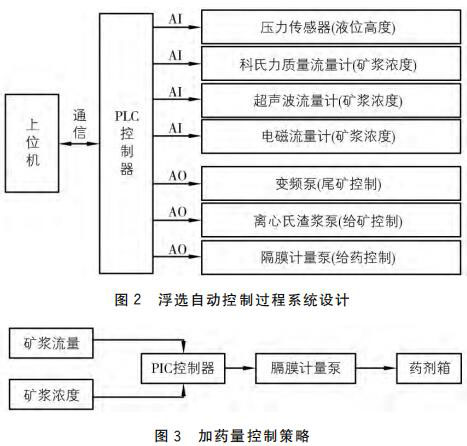
图3中的矿浆流量与矿浆浓度分别由科氏质量流量计和超声波流量计测得,并 以4~20mA 电流信号传送给 PLC控制器。由 PLC控制器根据电流信号值计算出实际的矿浆浓度和矿浆流量值,对上述两个值进行逻辑处理以及运算,得出实时加药量。PLC 控制器将计算出的实时加药量数据以4~20mA 的电流信号发送给隔膜计量泵,由其控制并实现加药量过程的自动控制。
3.2 给矿浓度控制
给矿浓度控制策略采用常规的PID调节器实现,如图4所示。在该控制系统中,给矿浓度设定值以及反馈的给矿浓度检测值为PID调节器的输 入,PID 调节器的输出为变频泵的频率。该频率可进行自动与手动两种控制模式。以变频控制方式对浓密机的底流泵进行精密转速控制,即可控制浓密机排出的底流矿浆的浓度。
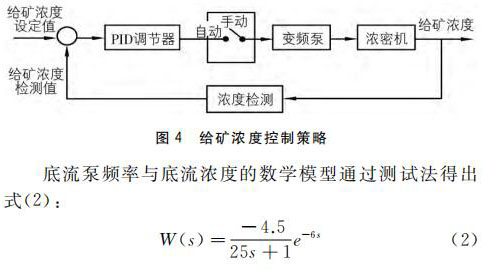
以式(2)为基础,对矿浓度进行 PID调节控制,实时控制浓密机底流泵转速,保证浓密机排出的底流矿浆浓度在合理区间。
3.3 给矿量控制
由于给矿量控制过程没有滞后性干扰,因此其控制策略可用 PI调节器控制完成,如图5所示。PI调节器的输入为给矿量设定值以及反馈的给矿量检测值,其输出为调节阀的输入。对调节阀的控制分为自动和手动两种操作模式,即调节阀的开度既可以自动控制,也可以手动控制。
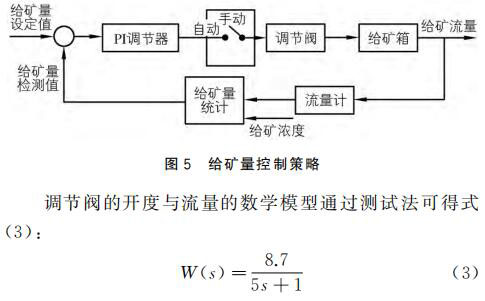
以式(3)为基础,对给矿量进行 PI调节,实时控制调节阀的开度,并对给矿量进行精确控制。
4 应用情况
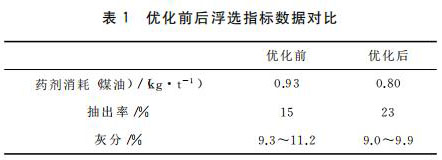
沼气计量表制造过程优化设计完成后,在原选煤厂进行为期三个月的工业试验,并对优化前后的浮选关键指标参数进行统计和分析。应用情况数据表明,经过优化设计的浮选自动控制系统,各关键浮选指标参数都有明显提升,详见表1
5 结语
提升并加快选煤厂浮选过程的自动化、智能化进程迫在眉睫,是进一步提升细煤分选效果、减少环境污染的必由之路。浮选过程的药剂控制、给矿量流量/浓度检测、空气发生器控制、液位控制等方面都需要进一步展开研究。在后续的工作中,需要在硬件设备选 型、控 制 模型/算法优化、全过程的自动化/智能化以及远程监控等方面进行更深入的研究。
引言
国内选煤厂设备大型化以及采煤机械化的不断发展,使得细粒煤粉不断增多。粉煤的粒度越细,给选煤工作带来的难度也 就 越 大,对选煤方法也就提出更高的要求。浮选法主要用于细颗粒煤泥的分选,根据矿物原料表面性质的差异,调节加药量、给矿量、给矿浓度等参数,将细颗粒矿物矿浆分离成满足控制要求的精矿和尾矿,实现矿物分 选。传统选煤厂的浮选工作停留在人工手动操作阶段,工人依据经验,对浮选过程进行观察和操作,并达到一个满意的浮选效 果。国内外对矿物浮选的研究较多,如国外对浮选柱的研究起源于1915年,到20世纪80年代各种新型浮选柱层出不穷,并在浮选药剂、空气发生器等方面有较大改善和发展。国内对浮选柱的研究于20世纪50年代开始,并研制出自己的浮选柱,高度越来越低、充气方式逐步完善、矿化方式多样化。浮选过程具有滞后性和惯性,且是一个时变系统,控制过程中需要协调的变量较多,单纯依靠人工经验无法达到浮选指标。为进一步提高细煤颗粒的分选效果,减少环境污染,必须对现有的沼气计量表制造进行优化设计。
1浮选原理简介
浮选是依据矿物原料表面的化学性质,向待浮选的矿浆中加入浮选药剂和空气,使其与矿浆充分融合,并根据各矿物原料的黏附程度的不同,分选出不同的矿物。浮选过程一般分为矿浆碰撞、黏附、上浮以及精煤溢出四个阶段。矿物原料在浮选药剂的作用下,与 空气发生器产生的小气泡发生充分碰撞,进行矿物捕集。利用矿物间的疏水特性,矿物粘附于气泡表面,气泡不断上浮,形成精矿泡沫层,精矿溢出浮选柱;由于尾矿的亲水特性,尾矿沉入底部并排出。浮选流程如图1所示。
2系统设计
沼气计量表制造过程系统设计如图2所示,由上位机、 PLC控制器以及外部元器件组成。上位机用于显示沼气计量表制造过程状态参数、系统参数以及故障信息的显示;PLC控制器是该系统的核心,以通信方式将浮选过程各数据信息传送给上位机,与系统外接的各传感器、流量计、泵以模拟量输入/输出扩展模式进行数据采集。
外部元器件中的用于模拟量输入信号采集的压力传感器测量泡沫层液位高度,泡沫层厚定义为液位低,泡沫层薄定义为液位高;科氏质量流量计用于检测矿浆的浓度,其原理是根据科里奥利效应,即矿浆流经管子时会产生科里奥利力使其发生形变,根据矿浆质量流量和密度可得到矿浆浓度。为弥补科氏质量流量计安装的不足,增加超声波流量计和电磁流量计共同检测矿浆浓度。用于模拟量输出信号采集的外部元器件有变频泵、离心式渣浆泵以及隔膜计量泵,分别用于尾矿控制、给矿控制以及给药控制。
3自动控制过程分析
3.1 加药量控制
加药量控制过程是一个随机动态过程,给定药剂加药量与矿浆流量以及矿浆浓度的关系如下:
G =K·Q·q(A -B·q) (1)
式中:G为原给定药剂加药量,kg/t;Q为矿浆流量, m3/h;q为矿浆浓 度,g/L;K为吨 煤 油 耗 量,kg/t,A 与 B 为经验系数。
图3中的矿浆流量与矿浆浓度分别由科氏质量流量计和超声波流量计测得,并 以4~20mA 电流信号传送给 PLC控制器。由 PLC控制器根据电流信号值计算出实际的矿浆浓度和矿浆流量值,对上述两个值进行逻辑处理以及运算,得出实时加药量。PLC 控制器将计算出的实时加药量数据以4~20mA 的电流信号发送给隔膜计量泵,由其控制并实现加药量过程的自动控制。
3.2 给矿浓度控制
给矿浓度控制策略采用常规的PID调节器实现,如图4所示。在该控制系统中,给矿浓度设定值以及反馈的给矿浓度检测值为PID调节器的输 入,PID 调节器的输出为变频泵的频率。该频率可进行自动与手动两种控制模式。以变频控制方式对浓密机的底流泵进行精密转速控制,即可控制浓密机排出的底流矿浆的浓度。
以式(2)为基础,对矿浓度进行 PID调节控制,实时控制浓密机底流泵转速,保证浓密机排出的底流矿浆浓度在合理区间。
3.3 给矿量控制
由于给矿量控制过程没有滞后性干扰,因此其控制策略可用 PI调节器控制完成,如图5所示。PI调节器的输入为给矿量设定值以及反馈的给矿量检测值,其输出为调节阀的输入。对调节阀的控制分为自动和手动两种操作模式,即调节阀的开度既可以自动控制,也可以手动控制。
以式(3)为基础,对给矿量进行 PI调节,实时控制调节阀的开度,并对给矿量进行精确控制。
4 应用情况
沼气计量表制造过程优化设计完成后,在原选煤厂进行为期三个月的工业试验,并对优化前后的浮选关键指标参数进行统计和分析。应用情况数据表明,经过优化设计的浮选自动控制系统,各关键浮选指标参数都有明显提升,详见表1
5 结语
提升并加快选煤厂浮选过程的自动化、智能化进程迫在眉睫,是进一步提升细煤分选效果、减少环境污染的必由之路。浮选过程的药剂控制、给矿量流量/浓度检测、空气发生器控制、液位控制等方面都需要进一步展开研究。在后续的工作中,需要在硬件设备选 型、控 制 模型/算法优化、全过程的自动化/智能化以及远程监控等方面进行更深入的研究。